

High Particulate Process Humidity Sensor
Many industrial process gases have high particulate loading. Measuring process parameters (ie. humidity, particulate size, oxygen content) can be very challenging. The key issues are maintenance and blinding of the sensor. For a humidity sensor to be useful, the maintenance must be low or the plant will not be able to use for control. Blinding causes the sensor to not respond to process changes which provides inaccurate values. Overcoming these obstacles is crucial in all high particulate process gas monitoring applications (not only for humidity sensors but also particulate and oxygen sensors as well).

Fig 1. Spray Dryer Atomizer
Particulate Matter Testing
There are two manual methods of measuring total particulate concentration in process gas using EPA Method 5 or EPA 201A/202 (PM 10 and PM 2.5) which uses impingers , flow meters and weights to calculate particulate in a “snap shot” representation. Other real time measurements include opacity monitors which utilize light attenuation technologies and PM2.5 sensors using laser optics. PM2.5 is for measuring particulate matter less than 2.5 microns which are the most hazardous to human inhalation.
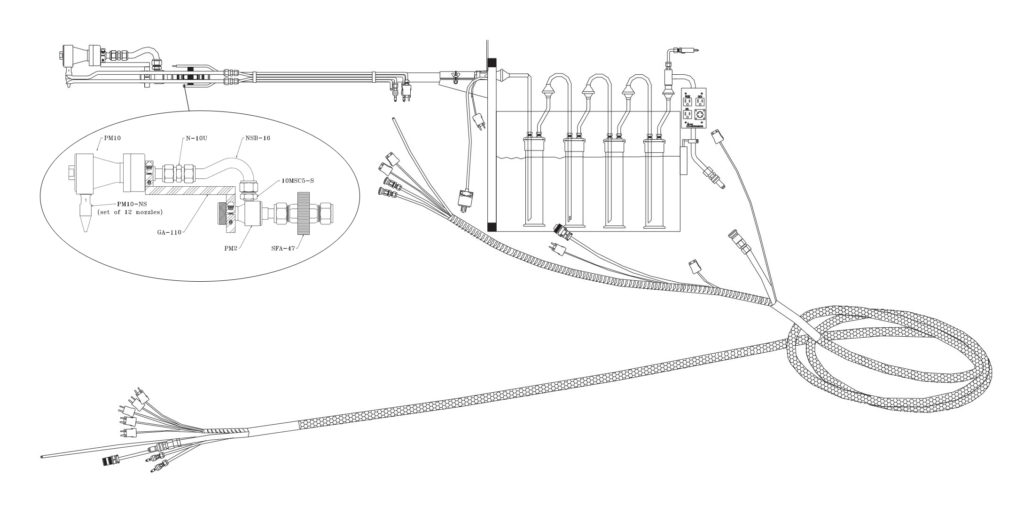
Fig 2. Manual EPA Method 201A-202 for PM10 & PM2.5
Particulate Matter Sizes
A particulate matter sensor measures tiny suspended solid matter, droplets or aerosols. There are various technologies available depending on the particulate type. Particle sizes are measured in microns (1E-6 meters). Classification sizes range from:
0.3 to 1 micron
0.3 to 2.5 micron
0.3 to 4 micron
0.3 to 10 micron
Laser optics is the main technology utilized to measure particle sizes.
The main two categories of particle size if above or below 2.5 microns (PM2.5). Below 2.5 is the fine inhalable particulate matter in the air and most dangerous to animal / human life. The smaller the particle size, the easier it is for inadvertent inhalation which is why 2.5 measurements are so important.
Relative Humidity and Particulate Relationship
Relative Humidity plays a large role in particulate agglomeration. Relative humidity is a function of process temperature and process gas moisture concentration. The higher the process temperature, the more water a gas can hold before condensation. The higher the relative humidity, the more likely the particles will agglomerate. High agglomeration rates cause product buildup in process ductwork causing shutdowns where maintenance and cleanup must be performed on the process equipment. Relative humidity values are typically the control point for particulate build up in dryer applications.
Some process applications where there are high particulate loadings and humidity measurements are important include spray dryers, fluid bed dryers, flash dryers, coolers, kilns, air pollution control equipment and solid fuel power plants. The ideal humidity sensor is in-situ measurement that won’t foul or clog.
How H2O Overcomes Particulate Laden Streams
The probes are made of 316SS and heated above the process temperature to operate reliably in corrosive gas streams and to assure condensation doesn’t occur so particulates can’t agglomerate. Lastly, H2O also developed an aluminum oxide filter with pore sizes between 50 and 100 nanometers (see Figure 3 below). Almost all particulate matter is larger than our pores in industrial applications so the filter will not blind.

The sensor obtains the sample by diffusion so there are no mechanical parts pulling a sample and blinding the filter by exerting a negative pressure on the filter. The only requirement for the H2O sensor in high particulate environments is positioning the probe perpendicular to the process gas.