

Industrial Temperature and Humidity Sensors
An accurate, reliable humidity measurement has always been an issue for high temperature, high particulate, corrosive and condensing environments. Most OEM (dryer, boiler, kiln, HRSG…) manufacturers do not include humidity sensors as part of the control package because of the increased cost to the customer. Another reason is that there are a lot of humidity sensor technologies that will not work in those environments and the OEMS do not want to expose themselves to the liability of including these sensors as part of the control scheme. Therefore, processes that would benefit from a humidity measurement, substitute temperature measurements as a surrogate control. In reality, temperature measurements with an accurate humidity measurement provide much better control and improve efficiencies in most mass and heat transfer processes. A final reason for the lack of humidity sensors in these environments is that the end users of the equipment are not trained on how to implement a humidity sensor to their existing temperature only control scheme.
From early days of measuring furnace temperature to melt metals to current applications of humidity control in semiconductor manufacturing plants. Almost all thermal processes benefit from these measurements. Dryers, combustion sources, kilns, steam systems, chemical reactors, and air pollution control equipment are some processes that involve mass and energy balances where accurate temperature and humidity sensors are vital.
Types of Temperature Sensors
Temperature measurements are much easier to measure in harsher process environments. Typical technologies include thermometers, thermistors, thermocouples and infra-red (IR) sensors.
Thermometers
Thermometers are based on expansion / contraction of an element based on temperature. The most common known thermometer for simple applications is a mercury thermometer. As the temperature rises, the mercury expands and fills up more of a fixed volume space. As temperature decreases, the mercury contracts and takes up less volume. These sensors are not suitable for industrial applications due to the limitations of the element and materials used.
Thermistors
Thermistors and resistance temperature detectors (RTDs) measure the resistance (ohms) across a material and can work in harsh environments. As the temperature of a material like copper is increased, the resistance to allow current to flow is increased. Although the response of the resistance is not exactly linear it follows a curve for each material and is very repeatable. Thermistors are very rugged and reliable. The range of each thermistor is limited due to the specific curves they have to follow. Compared to thermocouples and IR sensors, they have slower response times but are also lower in cost.
Thermocouples
Thermocouples are the most common form of industrial temperature measurement. They can work in extreme cold and hot temperatures (-200C to 2500C) and are not affected by particulate matter. Thermocouples work by joining two different metals together at one junction and then leaving the reference junction open in a controlled environment. Temperature changes at the joined end produce a small voltage (via the Seebeck effect) at the open end proportional to the temperature difference between the two junctions. Different materials for the wires are used depending on the application with the most common industrial measurements being K type thermocouples especially for harsh environments.
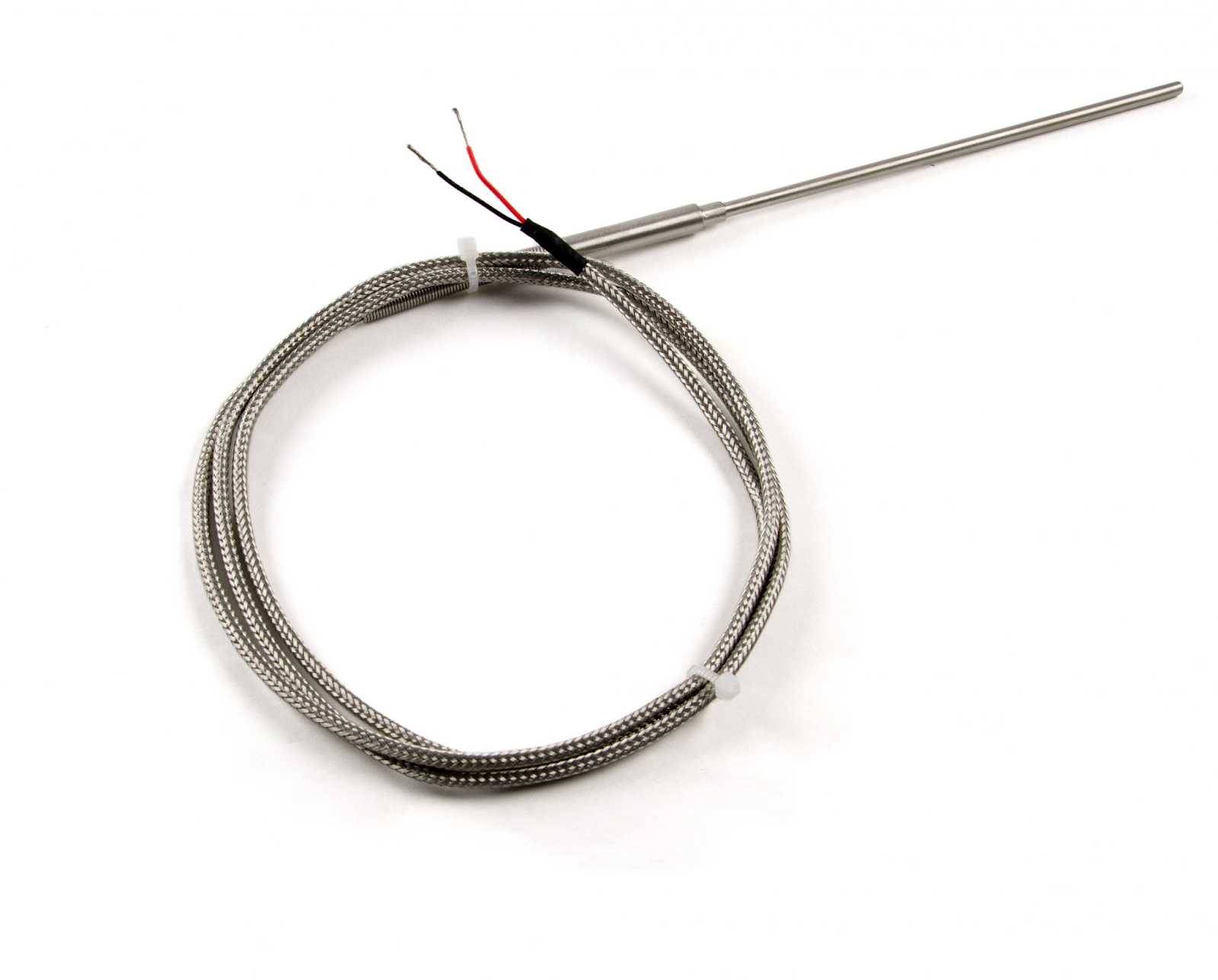
Fig. 1 K-type Thermocouple
IR Sensors
Infra Red (IR) sensors work on radiation heat detection and are non contact sensors. All bodies emit radiation heat and these detectors use optics to focus the emitted energy onto a detector similar to a thermopile and then electronics convert to a digital readout or output signal. Because optics are involved, IR sensors are not well suited for high particulate environments because they cause an interference in the radiation energy being emitted.
Temperature & Humidity Relationship
Although temperature and humidity are related in some humidity unit calculations like relative humidity and dew point temperature, they are completely independent of each other in their absolute measurement.
Temperature is defined as the amount of heat an object has (liquid, gas or solid) based on an absolute scale. Absolute zero in the metric systems is 0 degrees Kelvin or minus 273.15 degrees Celsius. Absolute zero in English units is 0 degrees Rankine or minus 459.67 degrees Fahrenheit.
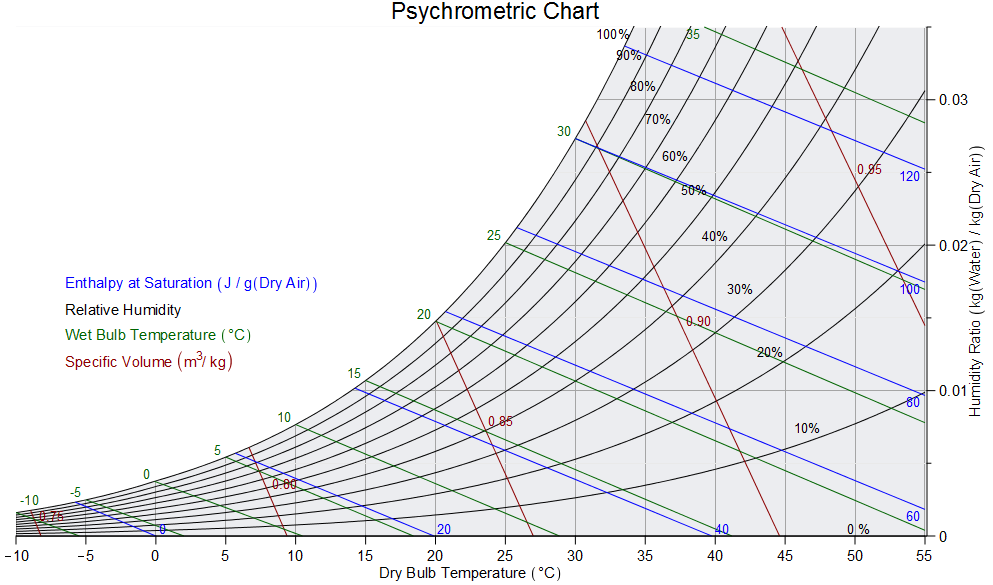
% Volume H2O is the best unit for expressing the actual amount of humidity (water vapor) in a process gas. It is independent of temperature and pressure of the gas and provides the number of water molecules compared to all molecules of a process gas. Using the Ideal gas law, other units like wet bulb temperature, specific volume (m3/kg) and humidity ratio can be calculated. These units take into account pressure and temperature in their conversions. The psychrometric chart belows is a valuable resource which further demonstrates the relationship between humidity and temperature.
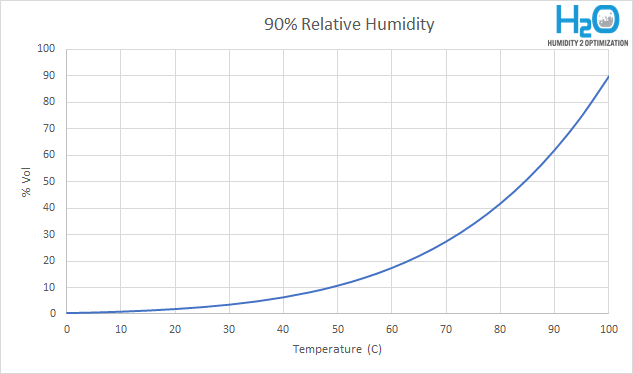
A typical humidity unit of certain humidity sensors is relative humidity. Relative humidity is the ability of a gas to hold moisture without condensing. At 100% relative humidity the gas will condense. The higher the temperature, the more water a gas can hold. The graph below demonstrates how the % volume H2O varies with temperature at a fixed relative humidity of 90% RH.
Types of Humidity Sensors
There are many different technologies that measure humidity. The technologies include capacitive substrate relative humidity sensors, chilled mirror dewpoint sensors, zirconium oxide oxygen sensors, thermal conductivity sensors, tunable diode lasers and dipole moment sensors. Almost all of these humidity monitoring technologies have limits in harsh environments. This section will review each technology.
Capacitive Substrate Sensors
Capacitive substrate relative humidity sensors consist of a polymer substrate with conductive electrodes on each side. The capacitance change across the substrate varies directly with the surrounding relative humidity. The sensors work well in clean, low temperature (below 212F) environments. The are very useful in humidity monitoring applications such as semi-conductor clean rooms, low temperature dryer applications after air pollution equipment and lumber kilns. In dirty environments, electrodes can get interference from particulates in the gas. Acid gas condensation will also foul the electrodes in corrosive gases since they are not heated. The accuracy of the sensors are typically 1% RH of the range. When comparing 1% RH to % volume, the accuracy is good in process gases below 212F. Above 212F, the sensors become very inaccurate and insensitive in relation to % volume. This sensor technology is not considered a high temperature moisture sensor.
Chilled Mirror Dewpoint Sensors
Chilled mirror sensors are typically stainless steel mirrors that are temperature controlled using heat pumps to lower the temperature to the dewpoint temperature. Optics are used to measure when condensation occurs and the mirror temperature is continually modulated to keep near the dewpoint temperature at all times. By knowing the pressure, dewpoint and dry bulb temperature of a gas, the % volume can be calculated or looked up on a psychrometric chart. The sensors are very accurate and well suited for clean environments. The mirror has to stay clean or the optics get interference. This sensor is also best suited for temperature below 212 degrees F. This sensor technology is not considered a high temperature moisture sensor.
Zirconium Oxide Sensors
Zirconium oxide sensors measure oxygen percentage (calculated from oxygen partial pressures) of a process gas. The technology uses two sensor electrodes, one in the process gas and one in a controlled known oxygen environment. The sensors are heated to high temperatures so oxygen ions migrate and an electrochemical voltage is created across the two different electrodes.
Two sensors are required to calculate % volume H2O. One in the process stream and one outside the process. The difference between the two values is assumed to be % volume H2O. The sensors work in very high temperatures and can handle dirty environments. The main issue with this technology is accuracy. The assumption that the water molecule is the only molecule displacing the water molecule causes error in gases where chemical reactions occur and other molecules are produced. The accuracy of the two oxygen measurements (instead of one) also increases the inaccuracy when measuring the % volume H2O. Zirconium oxide sensors are considered high temperature moisture sensors.
Thermal Conductivity Sensors
Thermal conductivity sensors also use two sensors for a comparison. One sensor has a 100% nitrogen gas reference chamber and the other sensor is in the process. Dry air does not conduct heat as well as moist air so each cell is essentially two temperature thermistors and the comparison calculates the absolute humidity of the process gas. Like the capacitive and oxygen sensors, this again is a secondary measurement of humidity, Really measuring temperature instead of humidity. These sensors are high temperature moisture sensors but have issues with high particulates and condensing gas streams.
Tunable Diode Lasers
Tunable diode lasers (TDLs) use near-infra light absorption to determine the moisture concentration of the process gas. A laser emits a near-infra wavelength light suitable for moisture absorption. On the opposite end of the sample cell is a mirror that sends back the intensity of the light. As humidity absorbs some of the infra-red light, the intensity is reduced and % volume calculated. This technology can also be used for other constituents like CO2 and ammonia that also absorb infra-red light at different wavelengths. The sensors are very accurate and can also handle higher temperatures. The main limitation is particulates and keeping optics clean.
Dipole Moment Sensors
Dipole moment sensors provide cyclical electrical fields that align the humidity molecules in a fixed volume chamber. The frequency provided is specific to the water molecule to eliminate interference from other dipoles. The sensor is an open capacitor to the process gas and the energy absorbed by the water molecules provides the number of water molecules in a fixed volume chamber. These high temperature moisture sensors are very accurate and work in high temperature corrosive environments.
Sensor Requirements for Industrial Processes
The most important qualities for industrial sensors is reliability and accuracy. If a manufacturer is going to implement a sensor as part of the control scheme, it cannot drift or need a lot of maintenance. Industrial plants don’t have the personnel to “babysit” temperamental sensors. They also cannot afford to have the sensor drift and take the process out of control. Ease of calibration and accuracy checks are required in these applications.
From a reliability and durability standpoint, the wetted sensor materials must be able to withstand corrosive, high temperature and high particulates gas streams.
316SS is recommended for most industrial applications. Heated sensors further protect the sensors from acid gas condensation and corrosion.
To be able to operate reliably in high temperature environments, the electronics cannot be exposed to extreme temperatures. Unfortunately, alot of sensors have electronics in the sensor so they are limited in high temperature environments.
Lastly high particulates can foul secondary measurements like the capacitive and chilled mirror measurement or interfere with optical sensors like TDLAs. The ideal sensor is in-situ that won’t foul or clog.
Why Choose Humidity 2 Optimization
Humidity 2 Optimization sensors are designed to overcome all of the limiting factors listed above.
The probes are made of 316SS and heated above the process temperature to operate reliably in corrosive gas streams.
The in-situ sensor is an open half bridge capacitor where the second half bridge is located in the transmitter to form a full bridge. All electronics are located in the transmitter. This allows the H2O sensor to work in very high temperatures (up to 800F).
Lastly, H2O also developed an aluminum oxide filter with pore sizes between 50 and 100 nanometers. Almost all particulate matter is larger than our pores in industrial applications so the filter will not blind.
The sensor obtains the sample by diffusion so there are no mechanical parts pulling a sample and blinding the filter by exerting a negative pressure on the filter. The only requirement for the H2O sensor in high particulate environments is positioning the probe perpendicular to the process gas.